Thèmes : économie, histoire, sciences, visite.
Visite des lundi 21 Novembre 1983 et mercredi 30 Novembre 1983.
Le lundi 21 novembre et le mercredi 30 novembre, 120 personnes ont visité une sucrerie appartenant la Générale Sucrière, Ham près de St Quentin.
A 9 heures 30 le car a quitté Garches, pour arriver au restaurant prévu vers 12 heures. A 14 heures 30 une visite guidée, fatigante mais très intéressante, a débuté.
Un film a tout d’abord été projeté puis, répartis en petits groupes, nous avons visité l’usine.
La Générale Sucrière se place au deuxième rang des entreprises sucrières françaises, et au cinquième rang de celles de l’Europe des dix. Son potentiel de production, son approvisionnement betteravier, son réseau commercial, la diversité de ses fabrications et de ses services, la placent en bonne position au sein de la compétition européenne.
Le personnel permanent de Générale Sucrière est d’environ 4000 personnes mais, en période de campagne, il peut atteindre 5000 personnes.
Cette société comprend :
- 6 sucreuses modernes ayant une capacité totale de traitement voisine de 50.000 tonnes de betteraves par jour,
- 2 raffineries pour traiter les sucres de canne et de betterave,
- 5 ateliers de conditionnement du sucre en morceaux, des sachets et des étuis,
- 4 stations fabriquant du sucre liquide pour l’industrie,
- 2 distilleries produisant de l’alcool partir des jus de betterave et de mélasse,
- 1 imprimerie et 3 centres de traitement de l’information.
La sucrerie d’Eppeville a été construite entre 1919 et 1922 et sa capacité journalière de traitement était, à l’origine, de 3500 tonnes de betteraves par jour. Fortement endommagée pendant la seconde guerre mondiale, elle a été reconstruite et modernisée ; elle traite actuellement plus de 11000 tonnes de betteraves par jour.
Grâce à l’accroissement de sa capacité de traitement, à l’automatisation des matériels d’extraction du sucre, à l’amélioration des techniques et à la compétence de son personnel, la production journalière de sucre extra blanc répond aux normes de qualité européennes.
L’établissement d’Eppeville produit l’énergie qu’il consomme.
La distillerie fabrique de l’alcool à partir des jus de betteraves ou de mélasses.
La production est d’environ 1500 hectolitres par jour de flegmes de betteraves (alcool à 92° devant être rectifié pour la consommation) et 1000 hl par jour de flegmes de mélasses.
La distillerie d’Eppeville se situe au 3ème rang français et au 1er rang des unités de production de sucrerie-distillerie.
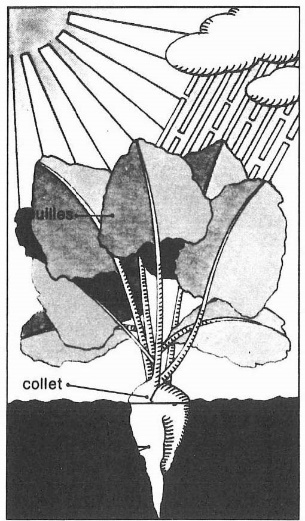
L’énergie du soleil, le gaz carbonique de l’air et l’eau de la terre sont à l’origine du sucre dans la betterave.
La photosynthèse est le phénomène biologique par lequel la chlorophylle convertit l’énergie de la lumière en énergie chimique.
Le sucre proprement dit est le saccharose, nom scientifique du sucre que nous consommons ; il est accumulé dans la racine de la betterave.
Le sucre, élaboré dans les feuilles par photosynthèse, est mis en réserve dans la racine de la betterave …
L’approvisionnement d’Eppeville en betteraves est assuré par plus de 1400 planteurs de la Somme, de l’Aisne et de l’Oise.
Toutes les betteraves doivent être effeuillées, scalpées, arrachées et transportées en bordure de champs.
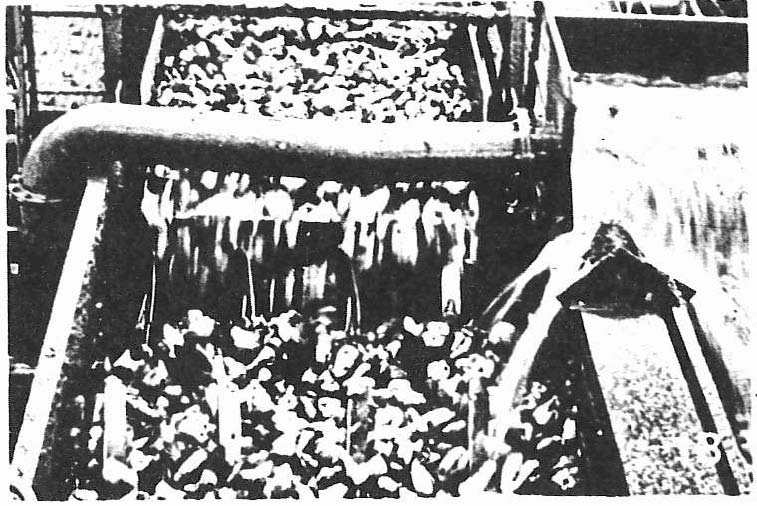
Les camions sont pesés à l’entrée de la sucrerie, puis déversent leur chargement dans des bennes.
Des aires de stockage servent de réserve pour les fins de semaine et en cas d’arrêt des transports dû aux intempéries.

Le lavage.
Les betteraves sont dirigées vers la station de lavage qui sépare les betteraves de la terre, des herbes et des cailloux en les frottant les unes contre les autres en présence d’eau.
La terre est acheminée, sous forme de boue, dans des bassins de décantation couvrant une superficie de 60 hectares. Le poids de terre à évacuer peut dépasser 600 000 tonnes par campagne.
Les cossettes et la diffusion.
Les betteraves propres sont transportées jusqu’aux coupe-racines et découpées en fines lanières appelées « cossettes ».
Cette opération a pour but de faciliter la diffusion du sucre à travers les parois des cellules de la betterave.
Les cossettes sont envoyées dans deux diffuseurs fonctionnant en continu. Cet appareil apparaît comme un immense cylindre de 6,25 m de diamètre et de 41 mètres de long, tournant sur lui-même 25 à 30 fois par heure. Le jus sucré est extrait des cossettes par diffusion. A l’une de ses extrémités, le diffuseur est alimenté par les cossettes, et à l’autre par un courant d’eau chaude. Les dispositions des compartiments intérieurs entraînent les cossettes lentement en sens inverse du courant d’eau chaude qui s’enrichit progressivement de sucre.
Le jus sucré ainsi obtenu est recueilli à l’une des extrémités de l’appareil, tandis que les cossettes « épuisées », appelées pulpes, sont récupérées à l’autre extrémité pour servir à l’alimentation du bétail après un simple pressage. Les pulpes peuvent être surpressées ; elles présentent alors un taux de matière sèche plus élevé, et le double avantage d’une excellente conservation et d’une suppression des odeurs. Enfin, troisième mode de livraison, les pulpes déshydratées prendront la forme de pellets cylindriques de 8 mm de diamètre.
La décantation.
Le jus extrait de la diffusion contient la quasi-totalité du sucre présent dans la betterave, mais aussi des sels minéraux et composés organiques qu’il va falloir éliminer par un traitement calco-carbonique.
Pour éliminer ces impuretés, on mélange le jus à du lait de chaux qui forme, avec une partie des impuretés, des sels insolubles dans l’eau.
Ce mélange est ensuite additionné de gaz carbonique qui provoque la formation d’un précipité de carbonate de chaux, entraînant d’autres impuretés.
Le jus est alors filtré au travers de toiles qui retiennent les impuretés et libèrent un jus sucré clair.
Un complément d’épuration est fait sur des résines échangeuses d’ions.
Filtration
La concentration du jus.
A ce stade, le jus contient environ 13% de sucre et 87% d’eau. Une grande partie de cette eau va être évaporée dans une série de chaudières à vapeur successives (ou évaporateurs), les dernières travaillant sous vide. Le jus passe à travers des tubes en contact avec la vapeur, et est porté à ébullition. Peu à peu, il devient sirop et contient environ 65 à 70% de sucre.
Le sirop achève sa concentration dans des chaudières à cuire (ou cuites) travaillant sous vide, pour éviter sa caramélisation (voir annexe).
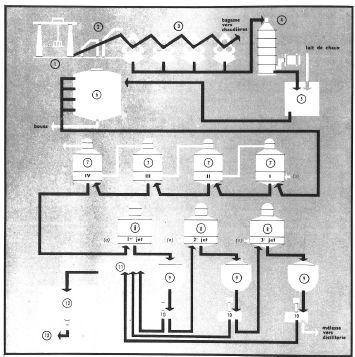
La cristallisation.
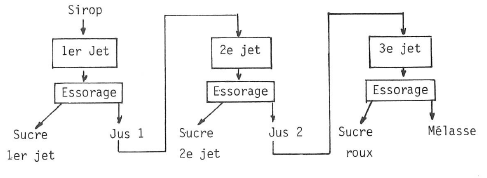
La cristallisation s’effectue en trois étapes appelées jets.
1er jet :
Le sirop est introduit dans les chaudières à cuire. Il est ainsi amené à l’état de sursaturation. A ce stade, un cristal de sucre plongé dans le sirop se met à grossir.
Il suffit donc, pour obtenir des cristaux de sucre, d’introduire des germes cristallins, sachant que leur nombre va définir la grosseur du cristal en fin d’opération. Dès que cet ensemencement est terminé, l’appareil est à nouveau alimenté en sirop. La cristallisation se généralise et la masse-cuite est formée de multiples petits cristaux enrobés dans un sirop, coloré par les impuretés résiduelles. La croissance des cristaux peut être contrôlée au microscope fixé sur la chaudière à cuire.
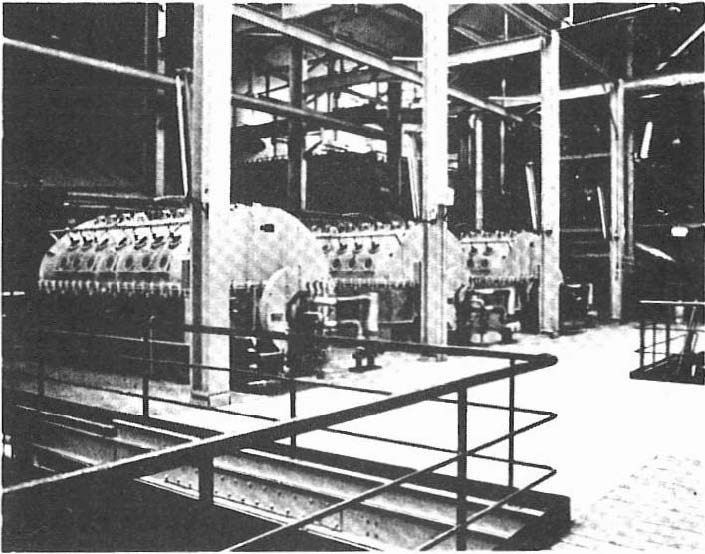
L’essorage ou turbinage.
La masse-cuite est déversée dans des cuves de malaxage, en attente de turbinage.
Après ce malaxage, la masse-cuite est envoyée dans des essoreuses centrifuges qui tournent à 1100 tours/minute.
Sous l’action de la force centrifuge, le sirop impur qui enveloppait les cristaux est séparé de la masse-cuite. Il ne reste plus, sur les parois du panier de la turbine, que le sucre cristallisé ; celui-ci étant lavé par une pulvérisation d’eau et de vapeur en fin d’opération deviendra blanc.
Le sucre de 1er jet d’Eppeville a droit à l’appellation « raffiné » répondant à la meilleure qualité prévue par les normes européennes.
2ème jet :
Le sirop appauvri, issu du 1er jet, appelé aussi eau-mère, contient encore une forte proportion de sucre. Cette eau-mère subit une nouvelle cuisson dans une chaudière à cuire, un nouvel essorage, et donne un sucre de 2ème jet, moins pur que le sucre de 1er jet, mais parfaitement adapté aux utilisations courantes de la ménagère.
3ème jet :
L’eau-mère du 2ème jet, toujours riche en sucre, est à son tour réincorporée dans le cycle de cuisson + malaxage + essorage, pour donner un sucre de 3ème jet brun et petit.
Cette opération est plus difficile et plus longue. Alors qu’au 1er et 2ème jet le cycle cuisson + malaxage demande 3 à 5 heures, il faut 48 heures pour assurer la cristallisation du 3ème jet.
Essorage.
La mélasse.
L’eau-mère du 3e jet, appelée aussi mélasse, contient encore 50% de sucre, mais le taux de concentration des impuretés n’autorise plus la cristallisation de sucre présent. Après la campagne sucrière, cette mélasse sera distillée pour produire de l’alcool.
Elle sert aussi à la fabrication d’aliments pour le bétail, à la préparation de levures. De la distillation de la mélasse, un autre produit est obtenu : la vinasse. Cette dernière, riche en éléments fertilisants, est épandue dans les champs.
Le conditionnement et le stockage.
Le sucre chaud et humide tombe des essoreuses-centrifuges sur des transporteurs vibrants, pour être séché et refroidi par un circuit d’air équipé de filtre bactériologique.
Après contrôle bactériologique, le sucre est dirigé, soit vers de vastes silos (capacité des 5 silos : 97 000 tonnes environ), soit vers l’atelier d’ensachage (2 lignes de 600 sacs/h), soit vers l’atelier de conditionnement.
Des installations modernes permettent de conditionner, à Eppeville, le sucre en étui ou en sachet de 500 g, un kilo, en sacs papier de cinq, vingt et cinquante kilos.
L’établissement d’Eppeville conditionne 110 000 tonnes de sucre par an, soit 1/6e de la consommation française de sucre de bouche.
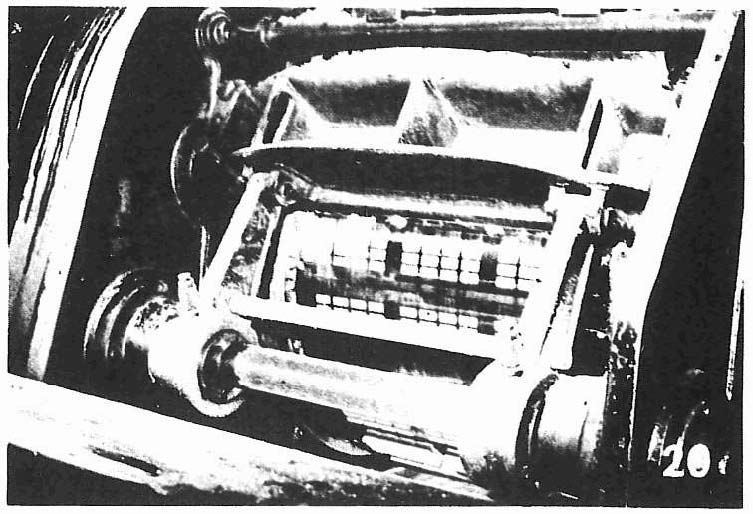
Moulage
Le cristal de sucre pourra aussi être aggloméré en morceaux. Chacun des deux groupes en produit 100 à 110 tonnes par jour, soit plus de 30 millions de morceaux de sucre par jour.
Le sucre, humidifié, est moulé dans les alvéoles d’un tambour. Éjectés, les morceaux montent dans une étuve où ils perdront suffisamment d’humidité pour acquérir la solidité voulue. Ils descendront ensuite dans une colonne de refroidissement d’où ils sortiront secs et durs. Ils peuvent alors être mis en boîtes par des mains pneumatiques.
Toutes les opérations de conditionnement et fardelage sont automatiques.
Le sucre parviendra au consommateur sans jamais avoir été touché manuellement.
La Générale Sucrière dispose d’un réseau adapté aux nécessités des marchés français, européens et mondiaux. L’implantation de son réseau commercial, conjuguée avec celle des unités de production, lui permet d’effectuer des livraisons rapides et sûres aux coûts des transports les plus étudiés.
La tradition exportatrice des créateurs de la Générale Sucrière l’a incitée à développer des marchés parmi les États membres de la communauté européenne ainsi que dans les pays tiers. C’est ainsi que les exportations représentent plus de 50% des tonnages vendus.
La recherche de produits nouveaux, l’amélioration de la présentation des articles adaptés aux besoins des consommateurs et des industries utilisatrices, font partie de ses soucis dominants en tête desquels se place la préoccupation constante de la qualité.
ANNEXE
Le jus sucré à 12% doit être, pour obtenir la cristallisation du sucre, transformé en sirop à 40%, puis à 50%.
Cette concentration se fait à chaud ; mais deux dangers guettent l’opération :
- la caramélisation,
- surtout, l’interversion du sucre (saccharose = C12H22O11) en glucose (C6H12O6) et lévulose (C6H12O6)
Il ne faut pas dépasser finalement la température de 60°C ; on opère, par étapes successives, dans trois chaudières, sous vide partiel (nous dirons pourquoi dans un instant).
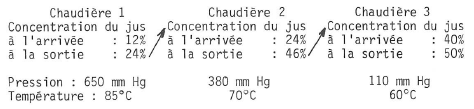
Il faut en effet savoir que si l’on travaille à basse pression, la température d’ébullition va baisser et le sucre ainsi s’intervertir en glucose et lévulose.
Expérience du bouillant de Franklin.
Faisons bouillir pendant quelques minutes l’eau d’un ballon plein au tiers ; l’air est chassé, il ne reste plus au-dessus de l’eau bouillante que la vapeur saturante à la pression 760 mm (pression atmosphérique).
Fermons hermétiquement avec un bouchon paraffiné et renversons le ballon en plongeant le col dans une cuve à eau, l’étanchéité est ainsi mieux assurée.
L’eau du ballon est calme, liquide et vapeur se refroidissent ; la vapeur d’eau reste saturante aux températures successivement atteintes 95°, l’excès de vapeur se condense ; quand l’eau est à 90°, la pression intérieure est 525 mm.
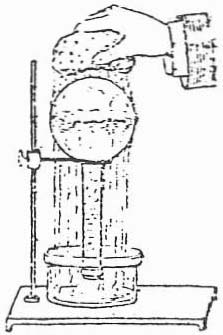
Diminuons la pression intérieure, par exemple, en versant de l’eau froide sur le ballon, l’eau se met à bouillonner tumultueusement, comme si nous la chauffions fortement.
On peut faire bouillir de l’eau :
- au-dessous de 100°C, sous vide partiel,
- au-dessus de 100°C, sous pression de la vapeur (cocotte-minute).
D’une générale, la température d’ébullition d’un liquide dépend largement de la pression de la vapeur qui règne sa surface.
Découvrez + de 1100 textes des conférences du CDI sur le site du CDI de Garches
Vos commentaires et vos conseils contribuent à l’amélioration de nos parutions.
Vous disposez de l’espace « COMMENTAIRES » ci-dessous pour les exprimer.
Merci et à bientôt pour votre prochaine visite.
Laisser un commentaire