Thèmes : économie, histoire, visite.
Visite du mercredi 3 Juin 1981.
Le mercredi 25 Février : Première visite de l’Usine Citroën à Aulnay-sous-Bois.
Le mercredi 3 Juin, un second groupe du Cercle de Documentation et d’Information s’est rendu à Aulnay-sous-Bois pour visiter la dernière-née des usines Au total, plus de 60 adhérents ont profité de ces visites.
L’accueil y fut chaleureux l’arrivée, des hôtesses offrirent un café aux visiteurs.
Puis le groupe se rendit en salle de projection où une hôtesse et un technicien de l’usine, Monsieur Lair, se mirent à la disposition des membres du Cercle.
Une présentation de l’usine par le truchement d’un film retraçait rapidement l’œuvre d’André Citroën puis présentait plus particulièrement l’usine d’Aulnay-sous-Bois.
Citroën et la naissance d’une grande usine.
Voici brièvement quelques éléments de la vie d’André Citroën de 1919 à 1935, année de sa mort.
Avant 1914, Monsieur André Citroën, ancien élève de l’Ecole Polytechnique, était propriétaire des usines d’automobiles Mors qui se trouvaient rue du Théâtre ; il dirigeait également une petite usine d’engrenages située quai de Grenelle.
En 1914, Monsieur André Citroën partit au front comme officier d’artillerie.
Quai de Grenelle, on fabriquait des obus à raison de 6 par jour. Ce rythme lent de la production ne convenait pas aux besoins ; pour la première fois, Monsieur André Citroën donnait carrière sa forte personnalité.
Il acquit une douzaine d’hectares au bout du Quai de Javel et fit édifier des constructions industrielles légères, sans étage, à une cadence accélérée.
En deux mois, un premier atelier de 18.000 m2 fut construit. Le travail fut organisé à l’américaine (système Taylor), c’est-à-dire de façon méthodique et simple, éliminant notamment le transport des pièces en cours de fabrication.
Ainsi équipées, les usines Citroën produisirent rapidement 50.000 obus par jour.
En 1919, l’armistice à peine signé, André Citroën avait déjà pour l’avenir un plan immédiat : la construction en grande série d’automobiles.
Il décida que sa voiture serait une quatre places, 4 cylindres, consommant 8 litres d’essence aux 100 km, complètement équipée avec cinq roues garnies, l’éclairage et l’allumage électriques.
La première Citroën sortit en mai 1919, la deuxième le mois suivant ; au mois de décembre, il construisait 20 voitures par jour, le modèle type A 7 CV, qui devint la B2 aux performances améliorées.
Rencontrant des difficultés financières, André Citroën eut recours au crédit de ses agents pour financer sa trésorerie, créant dès l’origine des liens particuliers entre l’usine et ses agents.
A partir de 1920, on peut commencer à parler de fabrication en série.
L’industrie s’avérant une industrie saisonnière, le stock fut vite trop lourd pour l’usine ; ceci permit la naissance de la première compagnie de taxis.
1922-1923, virent les premières voitures utilitaires : les normandes, les boulangères, les fourgons de livraison.
1926, naissance de la B 14,
L’année 1932 fut celle du moteur flottant, de la C4 IX ; également celle des 8, 10, 15, sans compter la 10 légère et la 15 légère.
En Août 1934, on présenta aux agents les premières « traction avant”.
Ce fut une grande victoire pour André Citroën.
Dans l’été 34, la 7 CV faillit conquérir l’Amérique. Puis la 2 CV connut un succès similaire.
De 1915 à 1934, Monsieur Citroën avait créé à Paris les plus puissantes usines d’automobiles françaises et même européennes.
Dès 1926, des transformations profondes avaient complètement bouleversé l’ancienne implantation.
André Citroën importa successivement les techniques générales de grande série et adapta à son industrie les enseignements de la méthode Taylor. Le premier, il comprit la nécessité du travail à la chaîne, des convoyeurs mécaniques, d’un outillage de plus en plus perfectionné.
Il sut fondre les conceptions françaises et les possibilités de réalisations américaines en présentant la traction-avant.
AULNAY-SOUS-BOIS.
Vint la présentation d’Aulnay-sous-Bois.
Cette usine, entourée de verdure, est située à l’écart de la ville.
Les ouvriers peuvent venir avec leur propre véhicule ou emprunter le service de transport de l’usine.
Trois zones distinctes la caractérisent (fig. 1) :
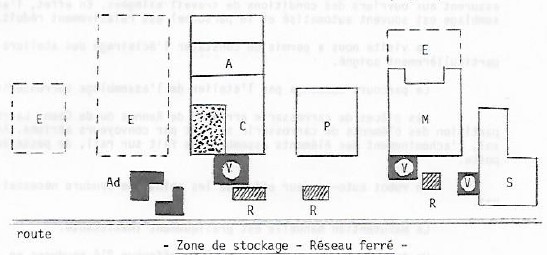
fig. 1. PLAN SCHÉMATIQUE DE L’USINE CITROËN.
- C – Carrosserie
- A – Assemblage
- P – Peinture
- M – Montage
- S – Sellerie
- R – Restaurants
- Sc – Services sociaux
- Ad – Administration
- V – Vestiaires
- E – Stades ultérieurs
- une zone réservée aux locaux administratifs et sociaux,
- une zone d’ateliers,
- une zone de circulation et de stockage des marchandises.
Le film a mis l’accent sur les avantages sociaux de l’usine. André Citroën avait lui-même mis l’accent sur ce point.
Il est à remarquer qu’une attention particulière a été donnée à la protection des usines.
- des dispositifs de protection et d’arrêt instantané sur les machines,
- tout risque d’incendie est combattu par des murs coupe feu ; une grande surveillance des zones à haut risque, un réseau de distribution d’eau très dense et une équipe de pompiers concourent à une bonne protection.
Fidèle aux principes d’André Citroën, les bâtiments sont sans étage, parcourus de larges allées, très aérés et surtout très propres.
Cet ensemble comprend trois ateliers qui sont :
- l’assemblage carrosserie (A-C)
- un bâtiment peinture (P)
- un bâtiment montage (M) et de sellerie (S)
ainsi 5 restaurants (R-3 sur le schéma).
Le travail en atelier se fait par équipes (3 x 8) qui permutent. Il y a donc trois horaires 6 h 34 -15 h 10 -23 h 40. L’horaire normal des est 7h-16h.
Il y a également un labo-chimie dans lequel travaillent des spécialistes.
Cette unité de production réunit des techniques avancées qui assurent aux ouvriers des conditions de travail allégées. En effet, l’assemblage est souvent automatisé et le personnel est relativement réduit.
La visite nous a permis de constater l’éclairage des ateliers particulièrement soigné.
Le parcours commença par l’atelier de l’assemblage carrosserie.
Les pièces de carrosserie arrivent de Rennes ou de Caen. La répartition des éléments de carrosserie se fait par convoyeurs aériens. Au sol, l’acheminement des éléments assemblés se fait sur rail, de poste en poste.
Un robot auto-soudeur effectue les points de soudure nécessaires.
La manutention manuelle est pratiquement inexistante.
Un transfert-soudeur, long de 62 m, effectue 214 soudures en 1 minute 45, sur des éléments de carrosserie positionnés automatiquement ; deux opérateurs seulement surveillent cette machine étonnante. L’usine a protégé nos yeux des gerbes d’étincelles en nous remettant des lunettes.
Au total, chaque voiture CX exigera 3816 points de soudure.
La surface de l’assemblage carrosserie est de 40.000 m2. Il peut produire 1000 véhicules de tous types.
A Aulnay-sous-Bois, le temps d’assemblage d’une CX est de 4h30.
L’usine est certes bruyante ; mais nous possédions chacun deux écouteurs alimentés par un poste de radio sur la poitrine, tandis que notre guide avait un poste émetteur et un micro ; nous n’avons pas perdu un mot de son commentaire.
Le second atelier, celui de la peinture est aussi étonnant.
Un ordinateur dirige le service. Chaque voiture, quel que soit son type, possède une fiche qui donne les principales caractéristiques quant à la peinture.
La zone des étuves est isolée et inaccessible aux visiteurs.
Tout d’abord les carrosseries sont lavées, dégraissées et recouvertes d’une couche de phosphate de zinc qui assure une première protection contre la rouille.
Après égouttage et séchage à 180°, les carrosseries sont plongées dans 1 bain d’électrophorèse qui dépose partout une couche uniforme de protection anticorrosion.
Ayant reçu ses joints d’étanchéité, la carrosserie passe dans une zone d’application d’insonorisants. Puis elle reçoit une couche d’apprêt avant d’être poncée. Enfin arrive le stade final : celui de la pose de la laque. Les grandes surfaces extérieures sont peintes par robot ; les finitions sont faites au pistolet à main.
Les cabines de peinture sont vastes. De grandes vitres de part et d’autre n’isolent pas trop les ouvriers d’une vue extérieure. Ceux-ci n’ont aucune protection. En effet, la circulation d’air se fait du haut vers le bas ; les vapeurs de laque sont aspirées vers le bas grillagé où de l’eau l’absorbe. Puis, la peinture de la carrosserie est cuite. (180° pour les apprêts, 140° pour les laques).
La carrosserie est prête pour le montage final.
La surface du service peinture est de 25.660 m2, entièrement polyvalente et totalement dépolluée. 1000 véhicules passent chaque jour dans le secteur.
Notre dernière étape fut le bâtiment montage. Là encore, pas de manutention manuelle pour apporter les matériaux.
Quelques femmes contrôleuses font leur apparition. Effectivement, il y a peu de femmes dans ces ateliers. C’est là que se « finissent » les voitures.
L’atelier de montage est le plus vaste d’Aulnay (65.000 m2). Des convoyeurs aériens acheminent carrosseries et moteurs. Chaque voiture est personnalisée par une fiche d’affectation voiture (« FAV ») propre à chaque véhicule (couleur, option, type).
La première finition consiste en opérations d’habillage intérieur de la caisse.
Parallèlement, le dessous de la caisse est constitué. Les deux éléments dessus, dessous s’assemblent pour devenir une voiture et subir la seconde finition.
Tous ce qui est mécanique est terminé ; la voiture reçoit roues, parechocs et calandre, moquettes intérieures et sièges.
La voiture est ensuite testée sur un banc d’essai pour faire les derniers réglages, en particulier celui du maintien en « ligne droite », à 150 Km/h.
Le passage en tunnel d’étanchéité est la dernière étape avant le contrôle final.
Ainsi s’achève notre visite.
J’ai remarqué au niveau du banc d’essai, une affiche avec la photographie d’un ouvrier. Celui -ci avait touché une prime de 240,00 F. pour avoir trouvé que le réglage de l’avance sur la CX, fait avec un certain type de clé plate, était ainsi facilité et amélioré.
Plus loin, on trouvait un tableau d’affichage. Les voitures refusées par le contrôle étaient signalées, ainsi que les noms des équipes responsables.
Dans l’enceinte, de nombreuses publicités concernaient la propreté et la participation des ouvriers à l’amélioration des conditions de travail.
Quelques données numériques sur Citroën-Aulnay :
- Surface du terrain : 1 800 000 m2 (2 Km x 1 Km)
- Surface couverte : 360 000 m2
- Capacité de production : 1000 véhicules par jour
- Nombre d’employés : 7 000
- Puissance électrique consommée : 15 MW
- Consommation en peinture par jour : 3,5 tonnes
- Espace de verdure : 28 ha
- 4500 repas par jour en 5 services.
Excellent après-midi.
Découvrez + de 1100 textes des conférences du CDI sur le site du CDI de Garches
Vos commentaires et vos conseils, contribuent à l’amélioration de nos parutions.
Vous disposez de l’espace « COMMENTAIRES » ci-dessous pour les exprimer.
Merci et à bientôt pour votre prochaine visite.
Laisser un commentaire